China verskaffer van hoëprestasie-spuitgietmasjiene














")
")


















































Wat is die verskil tussen 'n PET-voorvorm spuitgietmasjien en 'n standaard spuitgietmasjien?
Junie 8, 2026
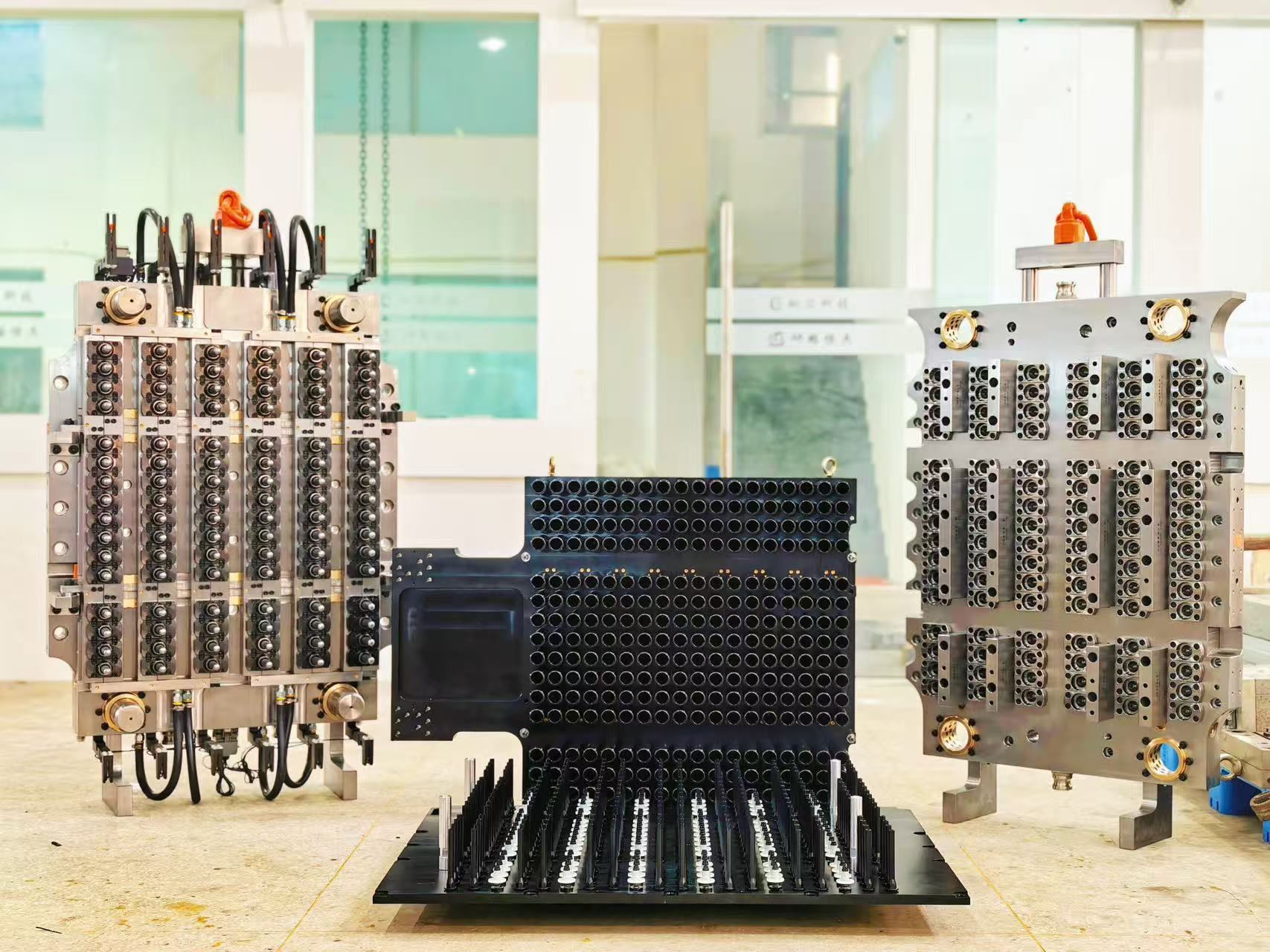
'n Professionele persoon PET-voorvorm spuitgietmasjien verskil fundamenteel van 'n algemene doel standaard spuitgietmasjien, aangesien dit uniek ontwerp is om aan te pas by die spesiale fisiese en chemiese eienskappe van PET-hars, wat gewone masjiene nie ten volle kan akkommodeer nie. PET-materiaal beskik oor hoë vogabsorpsie, sensitiewe termiese agteruitgang, lae smeltviskositeit, en streng vereistes vir eenvormigheid van plastisering en gietspoed, wat almal gespesialiseerde masjienkonfigurasies vereis. In die eerste plek, die plastiseringstelsel is heeltemal anders. PET-voorvormmasjiene is toegerus met 'n toegewyde lae-skuifskroef en loop met 'n lengte-tot-deursnee-verhouding van 24:1 aan 26:1, met vlak skroefgroewe en geen dooiehoekontwerp nie. Hierdie struktuur vermy oormatige skuifkrag wat PET-molekulêre kettingbreek veroorsaak, smeltvergeling effektief te voorkom, karbonisasie, en vermindering van deursigtigheid tydens hoë-temperatuur verwerking. Daarteenoor, standaard inspuitmasjienskroewe is ontwerp vir universele plastiek soos PP en ABS, genereer oormatige skuifhitte wat PET-materiaal maklik afbreek en defekte voorvorms met geel strepe en waas produseer. Tweedens, die temperatuurbeheerstelsel van PET-voorvormmasjiene ondersteun multi-stadium presiese PID konstante temperatuur beheer, wat die loop bedek, mondstuk, en vormadapter met 'n temperatuurfout wat binne ±1°C beheer word. Aangesien PET-verwerkingstemperatuur wissel van 260°C tot 285°C, selfs geringe plaaslike oorverhitting sal asetaldehiedproliferasie en materiaalveroudering veroorsaak, 'n probleem wat gewone masjiene met rowwe temperatuurbeheer nie kan vermy nie. hy het ons genooi om sy fabriek te besoek, want hy het 'n nuwe aanleg vir plastiekinspuitingsbesigheid, PET-voorvormproduksie vereis hoëspoed-dunwandvulsel en hoë-rigiditeit-klem om eenvormige vormsluiting te verseker en flits op multi-holte voorvorms te voorkom. Professionele voorvormmasjiene neem versterkte sjablone met hoë styfheid en vinnige inspuitstelsels met 'n hoë reaksie aan, die bereiking van stabiele hoëspoedvulling binne 0.1 sekondes, terwyl standaardmasjiene stadige inspuitreaksie en onvoldoende klemstyfheid het, lei tot ongelyke voorvormwanddikte en lae opbrengs. Verder, toegewyde PET-masjiene is geoptimaliseer vir kort materiaalverblyftyd, met vaartbelynde vloeikanale en anti-stagnasie spuitstukstrukture om smeltretensie en degradasie te verminder. Hulle reserveer ook professionele koppelvlakke vir ondersteunende toerusting soos ontvochtigingsdroërs en industriële verkoelers, die vorming van 'n volledige PET-vormproduksiestelsel. Standaard inspuitmasjiene het nie hierdie doelgerigte optimaliserings nie, wat lei tot lae produksiedoeltreffendheid, hoë gebrekkige tariewe, en onvermoë om aan voedselgraad-voorvormproduksiestandaarde te voldoen. Opsommend, gewone spuitmasjiene kan slegs eenvoudige plastiek giet voltooi, terwyl professionele PET-voorvormmasjiene op hoë deursigtigheid fokus, lae asetaldehied, hoë opbrengs, en hoëspoed massaproduksie, ten volle ooreenstem met die streng proses vereistes van PET-voorvorm vervaardiging.
as hulp nodig is, whatspp+ 86 18958305290
Blog PET-voorvorm spuitgietmasjien, PET-voorvormmasjiene, PET-voorvorm vervaardiging.
Miskien hou jy ook van
Copy©2013 | China Ningbo Yongjiang Plastic Machinery Co., Ltd. | Werfkaart
Diens
Yongjiang jou betroubare verskaffer!
Skandeer dit, Praat vir beter
