中国の高性能射出成形機サプライヤー














")
")


















































PETプリフォーム射出成形機と標準の射出成形機の違いは何ですか?
六月 8, 2026
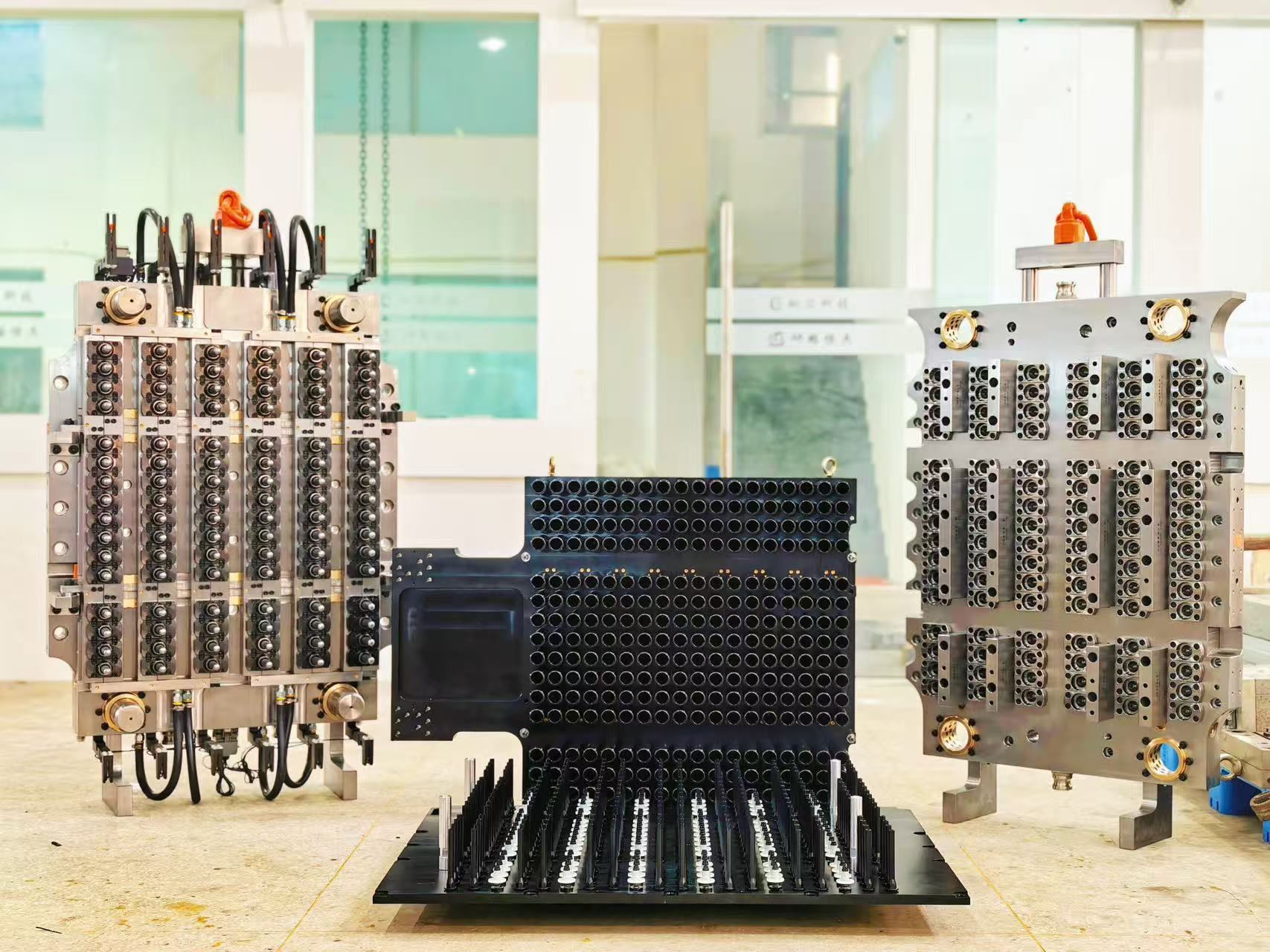
プロフェッショナル PETプリフォーム射出成形機 汎用の標準射出成形機とは根本的に異なります, PET樹脂の特殊な物理的および化学的特性に適応するように独自に設計されているため、, 通常の機械では完全には対応できない. PET素材は吸湿性が高いのが特徴, 敏感な熱劣化, 低い溶融粘度, 可塑化の均一性と成形速度に対する厳しい要件, いずれも特殊なマシン構成が必要です. 何よりもまず, 可塑化システムが全く異なります. PET プリフォーム機械には、長さと直径の比が 100 である専用の低せん断スクリューとバレルが装備されています。 24:1 に 26:1, 浅いネジ溝と死角のない設計が特徴. この構造により、PET 分子鎖の切断を引き起こす過度のせん断力が回避されます。, 溶融物の黄ばみを効果的に防止, 炭化, 高温処理時の透明度の低下. 対照的に, 標準の射出成形機のネジは、PP や ABS などの汎用プラスチック用に設計されています。, 過度のせん断熱が発生し、PET材料が容易に劣化し、黄色の縞や曇りのある欠陥のあるプリフォームが生成されます。. 第二に, の温度制御システム PETプリフォーム装置 多段精密PID定温制御をサポート, バレルをカバーする, ノズル, 温度誤差を±1℃以内に制御したモールドアダプタ. PETの加工温度は260℃~285℃ですので, わずかな局所的な過熱でもアセトアルデヒドの増殖と材料の老化を引き起こします。, 温度管理が粗い通常の機械では避けられない問題. さらに, PET プリフォームの製造には、均一な金型ロックを確保し、複数キャビティのプリフォームのバリを防ぐために、薄壁の高速充填と高剛性クランプが必要です。. 強化された高剛性テンプレートと高応答高速射出システムを採用したプロフェッショナル向けプリフォームマシン, 安定した高速充填を実現 0.1 秒, 一方、標準的な機械は射出応答が遅く、クランプ剛性が不十分です。, プリフォームの肉厚が不均一になり、歩留まりが低下する. さらに, 専用の PET 装置は材料の滞留時間を短くするために最適化されています, 流線型の流路と停滞防止ノズル構造を備え、溶融物の滞留と劣化を軽減します。. また、除湿乾燥機や産業用チラーなどのサポート機器用のプロフェッショナルなインターフェースも確保しています。, PET成形品の完全生産体制を構築. 標準的な射出成形機には、これらのターゲットを絞った最適化が欠けています, 生産効率が低下する, 高い不良率, 食品グレードのプリフォーム製造基準を満たすことができない. 要約すれば, 通常の射出成形機では単純なプラスチック成形しかできません, プロフェッショナル向けの PET プリフォーム機械は高い透明性を重視しています, 低アセトアルデヒド, 高収量, 高速量産化, の厳格なプロセス要件に完全に適合 PETプリフォームの製造.
助けが必要な場合, なんちゃって+ 86 18958305290
ブログ PETプリフォーム射出成形機, PETプリフォーム装置, PETプリフォームの製造.
多分あなたも好きです
コピー©2013 | 中国寧波永江プラスチック機械有限公司. | サイトマップ
サービス
永江の信頼できるサプライヤー!
それをスキャンします, より良い話をする
