中国高性能注塑机供应商














")
")


















































PET瓶坯注塑模具通常有多少个腔?
6月 8, 2026
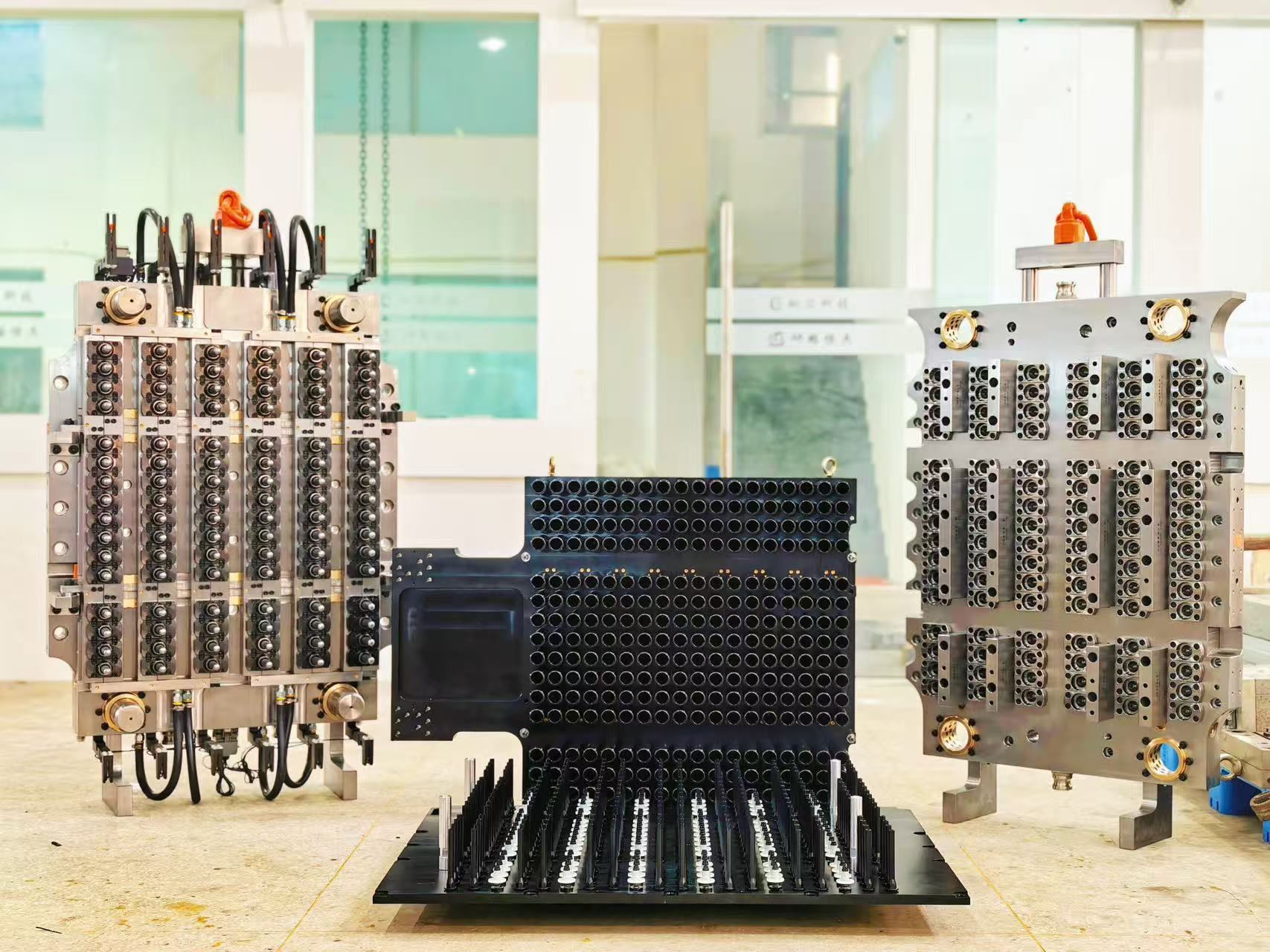
PET瓶胚注塑模具型腔数量标准化,按生产规模分级, 产品类型, 和客户的输出需求, 主流行业配置包括 16, 24, 32, 48, 64, 和 96 空洞, 覆盖从小作坊试产到大型工厂自动化量产的所有生产场景. 每腔数量对应配套机器吨位, 周期, 和生产效率, 形成成熟的产业配套体系.
和注塑机的注射速度是一样的 16-型腔模具 是最基本的入门级配置, 主要适用于小型加工厂, 新创业企业, 以及小批量、多批量定制订单的客户. 通常与200T-250T注塑机配套, 稳定循环时间为 10-15 秒, 设备投资成本低, 模具更换灵活, 维护难度低, 可满足矿泉水瓶小订单的生产需求, 小口径日化瓶, 和饮料瓶.
和注塑机的注射速度是一样的 24-型腔和32型腔模具 都是目前市场上最流行的主流配置, 属于中批量生产规格. 配套270T~380T高速伺服机, 循环时间可稳定控制在8-12秒. 这两种配置平衡设备成本, 输出, 和故障率, 避免低腔模具的低效率和超高腔模具的高维护风险. 广泛应用于标准矿泉水瓶坯的批量生产, 碳酸饮料瓶坯, 和果汁瓶预成型件, 是大多数中型瓶坯加工厂的首选.
和注塑机的注射速度是一样的 48-型腔和64型腔模具 属于高效率量产配置, 需要450TT专业高速瓶坯机具有更高的刚性和精度. 这些模具适合大订单稳定、日产量要求高的大型厂家. 稳定循环时间为 9-11 秒, 单机日产量远高于中型腔模具, 大大降低单位生产成本,提高市场竞争力.
和注塑机的注射速度是一样的 96-型腔超高型腔模具 是高端工业配置, 与600T及以上大型全自动高速机配套, 专用于超大规模标准化瓶坯生产,为大型饮料、水厂配套订单. 虽然超高腔模具产量极高, 他们对机器精度要求很高, 冷却系统稳定性, 及现场配套设施, 设备投资和维护成本较高, 不适合中小型工厂. 此外, 腔体数量也需要与产品规格相匹配: 大口径广口瓶坯, 油瓶瓶坯, 而大容量容器瓶胚由于单件体积较大,不适合高腔模具, 多采用16-32腔结构.
客户可以根据自己的订单稳定性选择合适的模具腔数, 每日产出目标, 和预算以达到最佳的生产效益.
如果需要帮助, Whatspp+ 86 18958305290
博客 宠物
也许你也喜欢
版权所有©2013 | China Ningbo Yongjiang Plastic Machinery Co.,ltd. | 网站地图
服务
